01、工艺原理
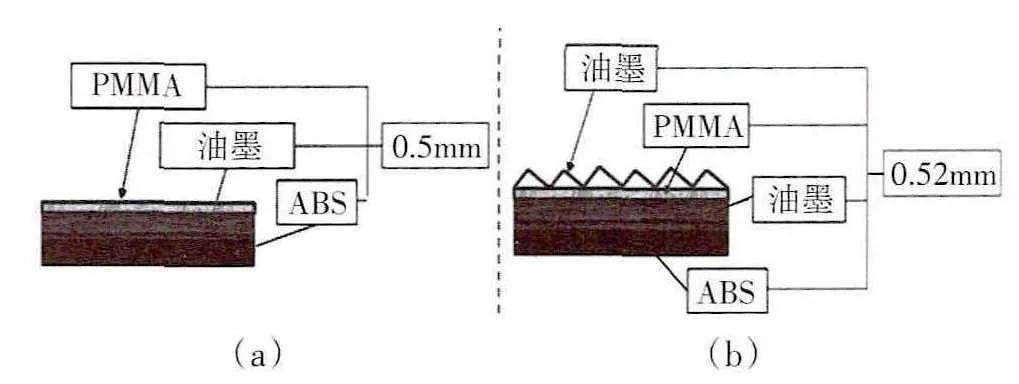
INS技术又称模内嵌片技术,英文名称为Insert Thermoforming-film to Molding。它的基本工艺原理是在注射模内放置印有图案的薄膜再进行注射成型来装饰塑料零件外表面气其成型过程分为3道工序:高压成型一冲切成形—注射成型,如图1所示。膜片通常由PMMA+油墨(图案)+ABS组成,膜片厚度通常在0.3~0.5mm,如图2所示。这样的产品表面有硬质薄膜保护,光滑耐磨,不易退色气[2]。
02、成型工序
高压成型
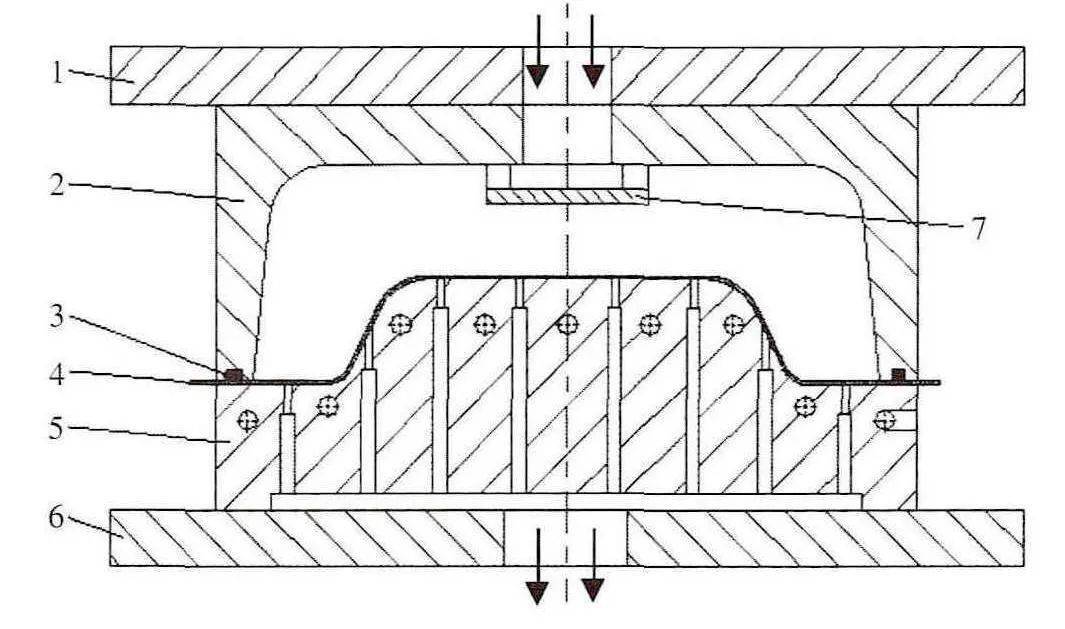
高压成型是将膜片在加热炉中加热使其变软后放在模具上,模具合模密封后上模部分开始通入气体形成高压,下模部分抽出气体形成负压,膜片在气压的作用下贴合在下模型面上成型,如图3所示,冷却后开模取件。
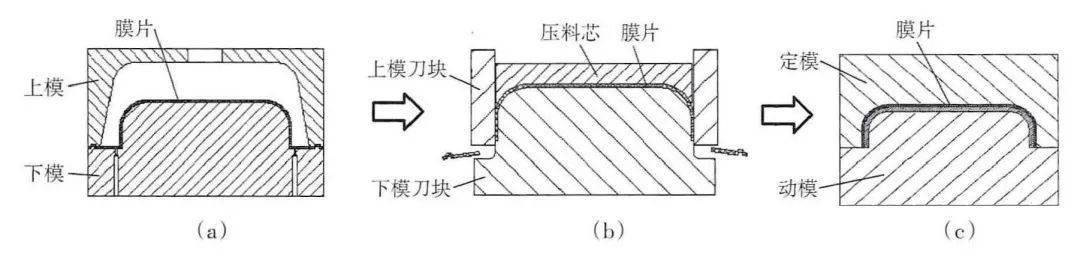
03冲切成形
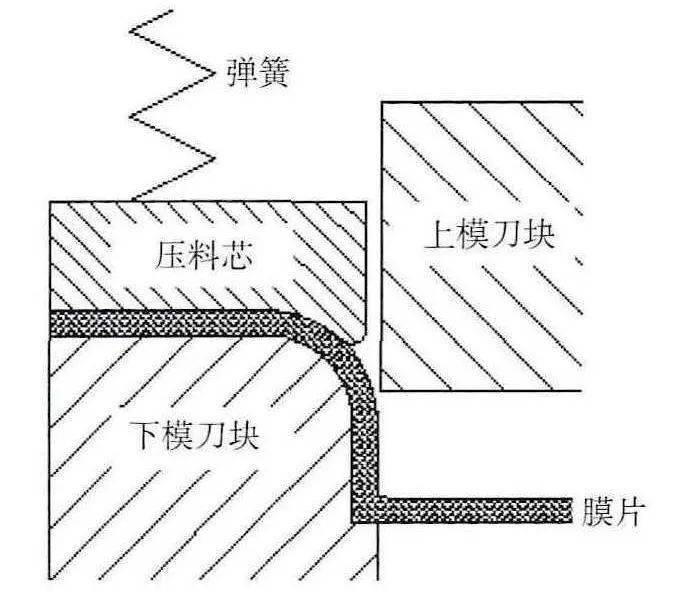
冲切成形是将成型好的膜片放于模具上去除多余料片,其原理类似于饭金件的冲裁工序。将膜片固定在下模刀块上,模具开始合模,压料芯在弹簧的作用下提前与膜片接触,将膜片压紧固定,如图4所示。上模刀块继续运动将膜片切断分离,如图5所示,得到所需要的形状。
04注射成型
注射成型是将冲切好的膜片放入注射模型腔内, 通过注射将膜片与基材结合在一起,如图6所示,使产品表面得到各种图案效果。由于定模侧已经放置膜片,注射时无法通过侧浇口或直接浇口进胶,通常通过筋片潜伏式进胶或采用倒装结构从动模侧进胶,以保证膜片的稳定性。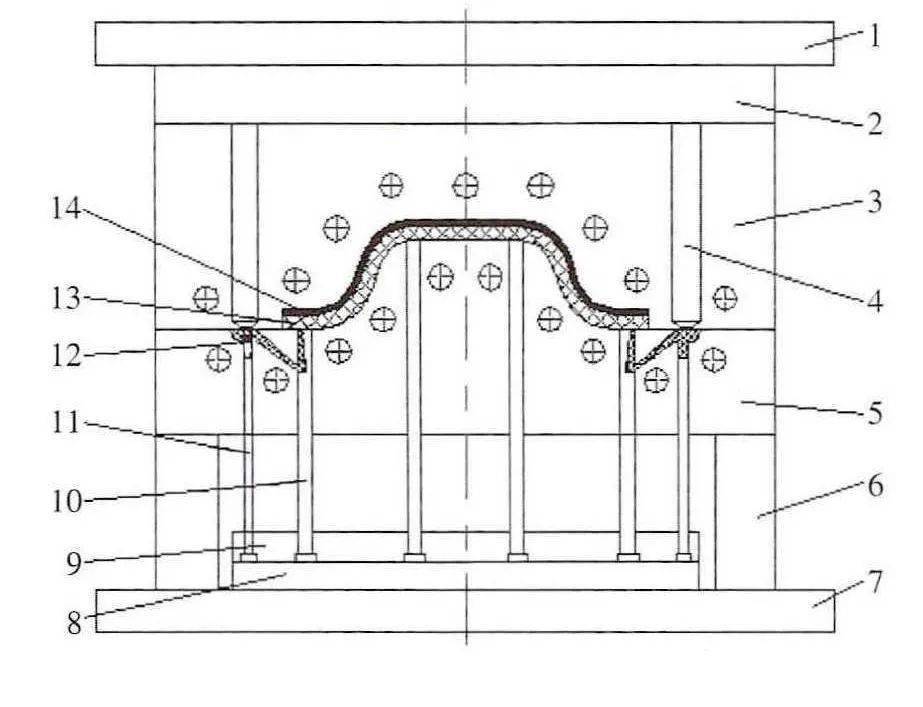
05我司对应产品:
我司从2017年开始设计INS用的涂料和油墨产品,是相关产品的第一供应商,有各种解决方案对应不同客户需求,采用我司产品将极大减少您的开发时间(拥有成熟产品及行业经验)。
| 产品 | NV | 溶剂体系 | 用途 | 基材 | 特点 | |
| NO.1 | S-CAR系列油墨 | 23-50 | MEK/NPAC/IPA | 汽车ins用 | PMMA PC | 拉伸率>400% |
| NO.2 | TC-214 | 27.5±2 | MEK/NPAC/IPA | 汽车ins用表面保护HC | PMMA PC | 拉伸率>400% |
| NO.3 | TC-214-1 | 27.5±2 | MEK/NPAC/IPA | 汽车ins用表面保护HC | PMMA PC | 透明度高一些,拉伸率>400% |
| NO.4 | ZY-0618 | 30.0±2 | EA | INS用复合胶 | PMMA复合/abs | |
| NO.5 | 热熔胶GA | 20.0±2 | MEK/NPAC | INS用热熔胶 | PMMA贴合/abs | 贴合温度180-200℃ |
| NO.6 | UVS-CAR 光油-4 | 36±2 | MEK/NPAC/IPA | UV用hard coating | PMMA贴合/abs | 拉伸率>200% |
| NO.7 | S-CAR 磨砂哑光油C | 32.0±2 | MEK/NPAC/IPA | 汽车ins用表面保护HC | 磨砂感 | |
| NO.8 | UVS-CAR 光油-5 | 44±2 | BAC/EA/MEK | PC用HC | PC | 拉伸率300%,高硬度高耐磨 |